霸州市畅行五金制品有限公司
五金制品的设计工艺、加工制造以及售后服务
服务咨询热线
138-3362-5418
霸州市畅行五金制品有限公司
五金制品的设计工艺、加工制造以及售后服务
服务咨询热线
138-3362-5418

联系人:张宠
电 话:138-3362-5418
网 址:www.bzcxwj.com
地 址:霸州市畅行五金制品有限公司
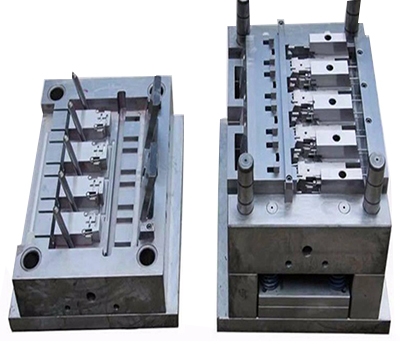
缩水是注塑件常见的景况之一,相信注塑行业的人对于如何处理注塑件的缩水问题都有一套自己的方法和经验,但是,很少有人从聚合物自身特性的角度去探究缩水产生的原因。今天带领大家探究缩水的本质,以便各位今后能够从问题的根源去解决缩水问题。
缩水部件
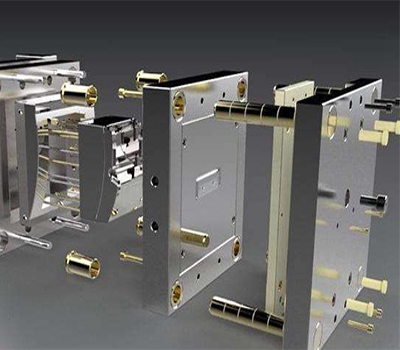
当塑料进入模具开始冷却之后,分子开始返回到所需的平衡状态时,收缩就会开始发生。分子间的距离在熔化状态时会比在冷却状态时高。随着熔体的持续冷却,分子间距离会持续减小,造成塑料的总体体积减小,这样的结果就会直接导致收缩。
塑料在熔融阶段的体积增加越大,在其冷却阶段的收缩也就会越大。注塑过程中塑料的收缩很容易受到各种成型参数的影响。这对模具制造商在确定型模具钢材质和模具钢的尺寸时提出了巨大的挑战。因此,重要开发出一个稳健和稳定的注塑工艺,这样的工艺能够持续生产出收缩一致且品质统一的零件。
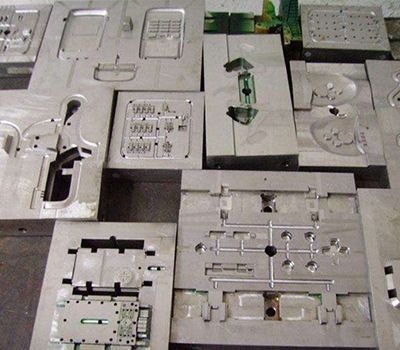
注塑件的收缩也取决于塑料流动的方向,塑料通过浇口注入模具,分子的取向和塑料的流动方向保持一致。如果存在着足够的能量让分子回到松散的状态,分子将会回到无取向的平衡状态。通常塑料分子受到注射、填充和保压压力的限制,这会导致塑料在流动方向和垂直于流动方向之间的收缩的不一致性。这种效应对结晶材料更为明显,因为结晶材料的收缩率更高。非结晶材料的收缩率也会随流动方向不同而不同,但差别并不明显。

水平方向和垂直方向的缩水
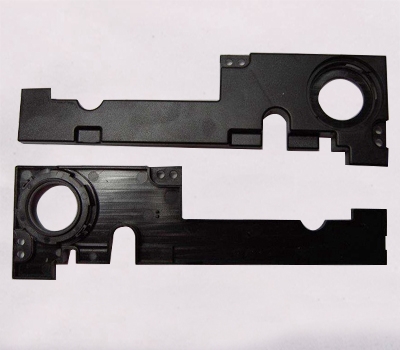
材料商把在水平和垂直流动方向上具有不同收缩率的材料称为各向异性材料;具有相同收缩率的材料称为各向同性材料。
各大材料商在收缩率方面已经做了大量的实验,并且发现收缩率和很多参数都有相关性,因此很难准确预测材料的收缩率。一些材料商会公布不同产品厚度下的收缩率。但是如前所述,在较厚的产品中,由于塑料内部的热量可以保留相对来说更长的时间,从而会导致更多的收缩。因此,很难通过准确的模具型腔尺寸来获得准确的产品的成品尺寸。
基于这个原因,注塑企业很难通过所需成品零件尺寸或者CAD模型来直接确定注塑模具型腔和型芯的尺寸。模具制造商通常会留一些余量,并在初次试模之后调整钢材尺寸从而得到需要的产品尺寸。
在注射成型中,“缩水”是将零件尺寸与模具尺寸进行比较的结果,即零件的尺寸比模具的尺寸要小,称之为缩水。我们一般认为塑料在冷却过程中,相关尺寸都会减小。