霸州市畅行五金制品有限公司
五金制品的设计工艺、加工制造以及售后服务
服务咨询热线
138-3362-5418
霸州市畅行五金制品有限公司
五金制品的设计工艺、加工制造以及售后服务
服务咨询热线
138-3362-5418

联系人:张宠
电 话:138-3362-5418
网 址:www.bzcxwj.com
地 址:霸州市畅行五金制品有限公司
塑料在模具内固化或硬化所需要的时间取决于许多因素,如注塑件的外形、壁厚、塑料的类型、模具的冷却流程以及注塑件的质量要求等。
冷却时间因素在注塑周期中是长的部分,但却是可能显著节省的部分。虽然可以计算,但通常是凭经验确定的,例如逐渐地降低冷却时间直至不变形的注塑件边续地生产出来为止。
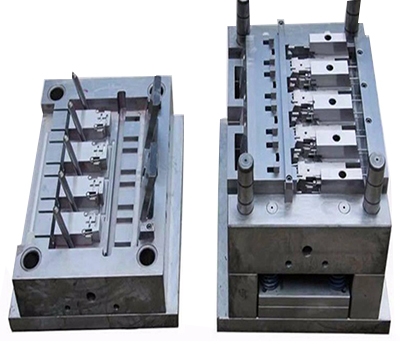
注塑模具制造是一个非常复杂的过程,从初期的设计、加工、装配、调试等步骤,到后来的投入使用,在整个生命周期中务必考虑到每道工序对注塑模具质量产生的影响,每个细节都要到位,这样才能提升后期的注塑模具的质量。
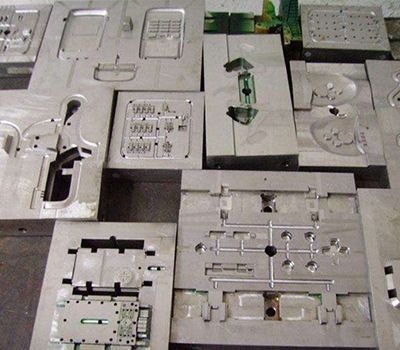
1、选好铸造材料,材料的质量直接影响到注塑模具的质量,选择性能好、耐热性好的材料是非常重要的,这样的话生产出的产品才是好的。
2、注塑模具的设计要科学合理,对于技术研究者来说,要想把东西设计出符合现在市场需求的产品,一定要设计合理,运用标准的模具结构,完成对模具零件的优劣度、模具结构的可使用性、技术可加工性的规范执行。

3、完善的淬火工艺,对于注塑模具来说,淬火工艺是不可少的,淬火的步骤要正确的操作,如果是一个步骤出现错误操作,都会造成生产出的模具出现质量问题,导致注塑模具不能使用或是缩短使用寿命。
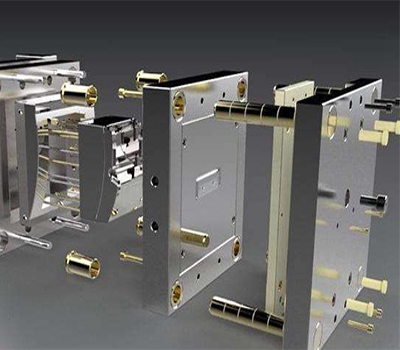
4、模具装配:注塑模具装配就如同组装机器一样,每一个部件,每个螺钉都不能出错,否则后果会相当严重,轻则导致产品缺陷,影响生产,重则完全损害模具,造成报废。所以装配的活一定要非常的细致。装配过程中尤其是要注意模具的清洁工作,特别是水路、螺丝孔,一定要吹干净里面的铁屑。
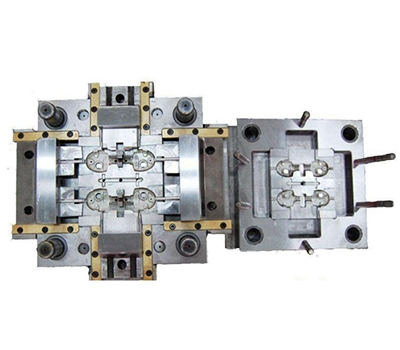
5、模具维护:模具维护主要是生产过程中的维护和保养。每次模具使用后都要进行全方面的保养,特别的是成型部分的防锈,主要动作部件的防锈。因为模具由于生产过程中要接水的,可能在安装或拆卸过程中有睡弄到模具上,所以一定要确保模具的干燥,然后再刷一层油保护。
注塑时间通常分为两个部分: 螺杆位移时间(即通常所说的模具填充时间)和 螺杆保压时间(即模具保压时间)。
螺杆位移时间是熔化的热塑性塑料填充模具至百分之九十五至百分之九十八的时间。对大多数注塑件来说,这个时间是 3 秒或更少些,更典型的是用0.4 至1.5 秒的填充时间。然而生产高质素的注塑件可能需要多于3 秒的时间。这种性质的注塑与光学工业有关;如镜片、仪表板和三棱镜等,或生产计算机外壳和小汽车挡板的电子和自动工业有关。
模具填充时间缓慢常常是模具设计不良所导致的,如尺寸错误的进料系统或位置不正确的浇口。如果是这种情况,应修改模具以获得适当的填充时间。正确的保压时间使模具有零件重量和模具收缩、良好机械特性和表面精度、尺寸和稳定性以及注塑件内出现沉降或空洞的较少可能性。因此,应对每个塑料、模具、注塑机组合的保压时间时行详细的计算。