霸州市畅行五金制品有限公司
五金制品的设计工艺、加工制造以及售后服务
服务咨询热线
138-3362-5418
霸州市畅行五金制品有限公司
五金制品的设计工艺、加工制造以及售后服务
服务咨询热线
138-3362-5418

联系人:张宠
电 话:138-3362-5418
网 址:www.bzcxwj.com
地 址:霸州市畅行五金制品有限公司
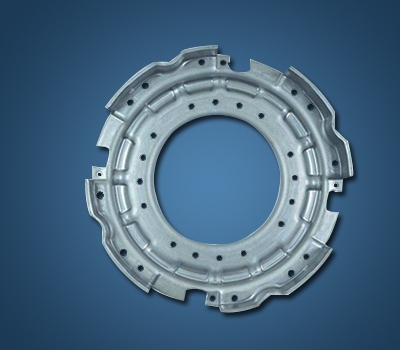
众所周知金属冲压件在冲裁加工时,如果断面质量不好会直接影响到下道工序的加工,会对冲压件产生直接的质量影响。影响金属冲压件断面质量的因素有多种,但对其影响更大的还是五金冲压模具。那么模具的哪些因素会对五金冲压件的断面质量产生较大的影响呢?总的来讲主要有两个因素:一是冲裁间隙;二是模具的刃口。下面来具体的了解下是怎么影响的
1.模具的冲裁间隙对冲压件断面质提影响:
间隙过小会出现双光亮带,圆角较小,毛刺高而薄;间隙过大光亮带减小圆角加大,毛刺大而厚;只有模具的冲裁间隙合适时,冲裁断面比较合适,光滑,圆角和毛刺均较小,冲裁件质量较好,一切都合适。
2.模具刃口的状态对断面质的影响:
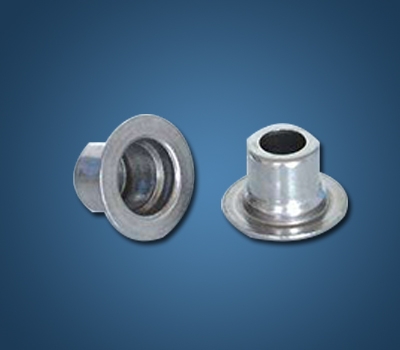
凸模或凹模磨钝后,在其刃口处会形成圆角,在冲裁时,制件的边缘会出现毛刺;凹模刃口变钝时,冲孔件边缘产生毛刺;凸模刃口变钝时,在落料件边缘产生毛刺;凸凹模具刃口都变钝时,落料件边缘和冲孔件边缘均产生毛刺
由此可见,廊坊冲压件厂家在冷冲压加工过程中,一定要使冲模具有合理的冲裁间隙,一定要保证模具刃口的锋利,才会保证廊坊冲压件的断面质量。

生产加工五金冲压模具首先是开料,需要在模具钢原料上切或是锯下毛坯,之后便是深度加工。刚出来的毛坯,外表、规格尺寸等都非常差,就务必先经过数控磨床进行一遍打磨。这个时候属于初加工,因此规格尺寸标准不高,通常留足50丝左右的公差就可以了。
1.技术准备简洁详细,加工内容尽可能用数字表示。
2.应特别强调加工的要点和难点。
3.需要组合加工,工艺表达清晰;
4.插入需要单独加工时,注意加工精度的工艺要求注明;
5.对于组合加工后需要单独加工的嵌件,组合加工时应满足工艺安装和单独加工的基本要求。
6.弹簧是模具加工中容易损坏的,因此应选用疲劳寿命较长的模具弹簧。
五金模具加工业发展迅速,企业竞争压力不断加大,不论是在加工技术上,还是在加工质量上,都在不断提高和创新。
霸州市畅行五金制品有限公司拥有雄厚的技术力量、先进的机械设备、完善的检测设施。技术力量雄厚,生产和检验设备精良齐全,集中采纳了全国同行业中先进的生产工艺和设备,检验手段完备。我公司主要生产加工各种冲压模具加工、冲压件、注塑模具、注塑件、机加工件等。我厂生产的产品,销往全国各地。产品质量的稳定性、信誉的可靠性、服务的先进性、赢得了广大用户的好评。