霸州市畅行五金制品有限公司
五金制品的设计工艺、加工制造以及售后服务
服务咨询热线
138-3362-5418
霸州市畅行五金制品有限公司
五金制品的设计工艺、加工制造以及售后服务
服务咨询热线
138-3362-5418

联系人:张宠
电 话:138-3362-5418
网 址:www.bzcxwj.com
地 址:霸州市畅行五金制品有限公司
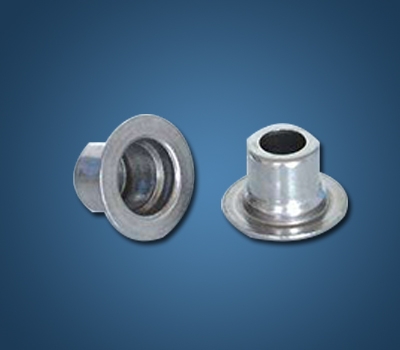
生产五金冲压件是由冲床冲压加工而成,每个冲床上都有一套模具,来加工各种形状的冲压件产品,因为模具需要计算吨位,也就是确定冲床的大小。每一套模具在进行设计之前都需要优先计算吨位,以防止吨位不够导致模具冲裁不完全。下面就和我们廊坊冲压件厂家一起来学习一下计算原则:
冲床吨位主要和冲压所需要的力有关。冲孔有冲剪力,拉升同样也有拉升的力,吨位不够,拉升不到位。
选择冲床时,应将整套模具的冲裁力、 卸料力、折弯力及其顶杆力相加总后,乘以安全系数1.3,所选择的冲床吨位应大于或等于这一结果才能保证合理。下面看一个公式:
F=LTσbf
1、L指的是切边线长度,比方说如果冲一个方形的孔,那它的切边线长度就是这个方形孔的四条边长度相加也就刚好是它的周长。
2、T指的是料厚跟上面一样单位是mm , f是冲裁系数,一般取1.3.
3、σb指的是冲压件钢板材料的抗拉强度

以上几个相乘得出来的结果就是冲压力了,但单位是牛,转换成吨要除个9800,得到的就是基本吨位,然后考虑冲裁的安全余量以及卸料推件顶料等其他工作所需力,把这个吨位除以0.7这个系数得到的就是机床的吨位。
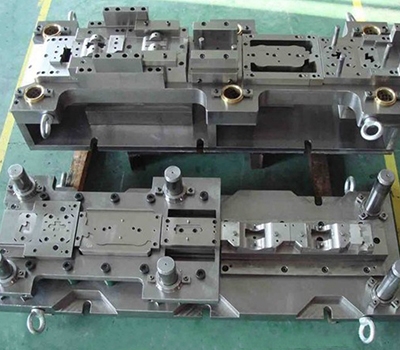
五金冲压件加工前如何对冲压模具进行核检?五金冲压件在产生过程中都是离不开工艺上的细节,不管是从五金冲压加工前、中、后期,不同的加工阶段,需要注意的问题都是不一样的,而接下来畅行五金的小编就来给大家讲解一下五金冲压件加工前如何对冲压模具进行核检?具体方法有以下几点:
1、检查五金冲压模具的标识是否完好清晰,对照工艺文件检查所使用的五金冲压模具是否正确;
2、检查五金冲压模具是否完整,凸凹模具是否有裂纹、是否有磕碰、变形、可见部分的螺钉是否有松动,刃口是否锋利(冲裁模)等不;
3、检查五金冲压上下模板及工作台面是否清洁干净、导术导套间是否有润滑油;
4、检查所使用用的原材料是否与五金冲压工艺文件一致,防止因使用不合格的原材料损坏五金冲压模具和设备;
5、检查所使用的冲床是否与五金冲压模具相配备合理;
6、检查五金冲压模具在机床上安装是否正确,上下模压板螺栓是否紧固。
五金冲压模具在安装前做好充分的检查工作,确认无任何不妥后才能安装于压力机上,再进行下一步的五金冲压模具试生产。