霸州市畅行五金制品有限公司
五金制品的设计工艺、加工制造以及售后服务
服务咨询热线
138-3362-5418
霸州市畅行五金制品有限公司
五金制品的设计工艺、加工制造以及售后服务
服务咨询热线
138-3362-5418

联系人:张宠
电 话:138-3362-5418
网 址:www.bzcxwj.com
地 址:霸州市畅行五金制品有限公司
其实,冲压模具加工时会遇到啃模的问题,其实这是一种非常常见的模具加工故障问题。当遇到这种突发情况时,大家不用担心, 下面给大家总结了一下问题的产生原因和解决办法,下面一起看看吧。
冲压模具加工过程中凸、凹模刃口之间应保持一定的间隙而不应相碰,发生刃口相碰的原因有几个方面。
1、设计、设备方面凸模固定方式不当,例如用凿密的方法固定凸模,凸模可能发生松动。采用低熔点合金浇固,凸模也可能发生松动。冲裁力较大而凸模的根部未用淬硬垫板以及凸模受侧向力过大等等,凸模都可能发生松动。
2、冲压模具加工发生啃模情况可以划分为这几种。
凸、凹模或导向零件安装不垂直。上、下模板、固定板及凸、凹模等零件的装配互相不平行。冲裁间隙不均匀。凸模固定未达设计要求。
3、模具使用方面。

重复冲裁或叠冲,即一件毛坯不动地方冲二下或几件坯料叠在一起进行冲裁。对留在模具上的废料或冲裁件未及时清理。模具零件有较大磨损,例如导向件磨损造成配合间隙过大而未及时修理。模具维修装配上出现松动。
为了防止啃模,应尽可能采用有导向装置的冲模,对于冲裁间隙小的冲模尤为重要。凸模固定方式应予仔细考虑,模具制造应当坚固可靠。要严格按冲床操作规程作业,及时清理模具工作面,避免重复冲裁和叠冲,这对复合冲裁模尤要注意。要加强模具的维修和管理,保证模具处于完好状态。
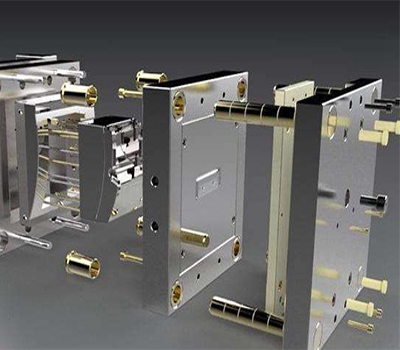
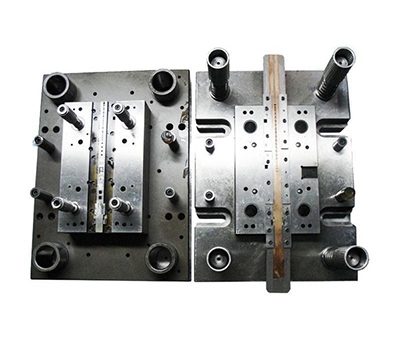
冲压模具的各个零件加工制作完成后,就可以进入总装阶段。由于模具的零件的精度高,误差小,所以按照时除了要准确定位,还要安排好正确的安装顺序才能保证冲压模具的正常工作。
首先安装冲压模具的上下模座,上模座安装在冲床或压力机的滑块上,下模座安装在冲床或压力机的工作台面上。上下模座固定完毕后,可以进行模具零件在模座上的安装,保证正确准确的安装位置,避免出现误差导致模具无法正常工作。
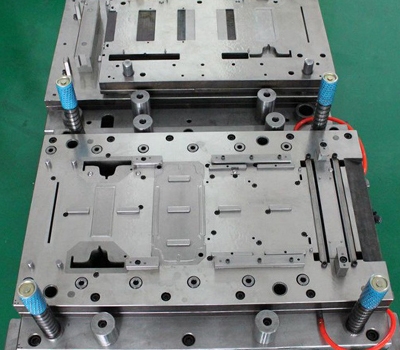
在进行凹凸模安装时,其间需留有均匀的冲裁间隙,保证冲压质量及延长冲压模具使用寿命。上下模具的装配顺序应该根据模具结构确定,对于有导柱和无导柱的模具安装分别确定不同的安装方法。对于复杂的冲压模具安装需要根据上下模零件安装所受的限制大小确定合理的装配顺序。有时不恰当的安装顺序不仅影响后面的安装工作,还有可能出现不能安装的情况,所以正确的安装顺序至关重要。
以上就是为大家介绍的关于冲压模具的相关知识内容。