霸州市畅行五金制品有限公司
五金制品的设计工艺、加工制造以及售后服务
服务咨询热线
138-3362-5418
霸州市畅行五金制品有限公司
五金制品的设计工艺、加工制造以及售后服务
服务咨询热线
138-3362-5418

联系人:张宠
电 话:138-3362-5418
网 址:www.bzcxwj.com
地 址:霸州市畅行五金制品有限公司
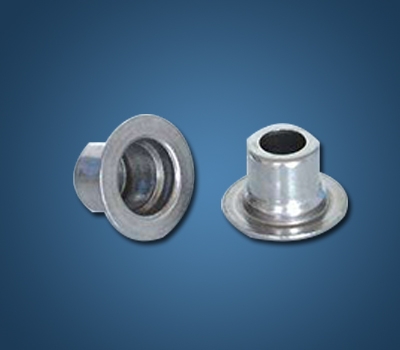
拉深件壁裂的原因及预防
1)原因:
拉深时材料的径向拉应力过大;
凹模圆角半径太小;
图纸润滑不良;
原料可塑性差。
2)对策:
减小压边力;
增加凹模圆角半径;
润滑剂的正确使用;
工作中选择更好的材料或增加退火工艺。
绘图部分的底部有裂纹
1)原因:
模具圆角半径太小,使材料被切割。
2)对策:
(一般发生在拉深的初始阶段)增加模具的圆角半径,使其光滑。过度的表面粗糙度较小。一般情况下,ra < 0.2 μ m。
")
拉深件的边缘不平整、起皱
1)原因:
毛坯与冲头中心不一致或材料厚度不均匀,凹模圆角半径和凸凹模间隙不均匀(凹模圆角半径过大,在拉深阶段与压边圈分离,使尚未越过圆角的压边圈无法压入皱褶,被拉入凹模,在口边形成皱褶。
2)对策:
重新定位模具,校正凹模圆角半径和凸凹模间隙,使其均匀,然后投入生产(减小凹模圆角半径或使用弧形压边装置消除褶皱)。
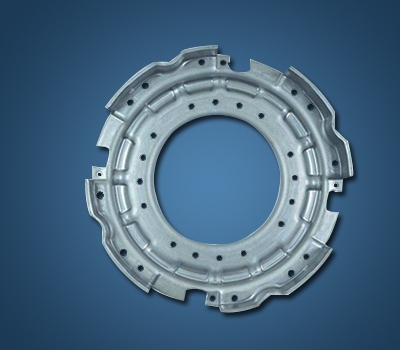
锥形件或半球形件拉深时腰部起皱
1)原因:
拉深开始时,大部分材料处于悬浮状态,压边力过小,模具圆角半径过大,或者润滑剂使用过多。径向拉应力变小,材料在切向压应力作用下失去稳定性和褶皱。
2)对策:
增加冲压件压边力或采用压延筋结构,减小模具圆角半径或略微增加材料厚度。