霸州市畅行五金制品有限公司
五金制品的设计工艺、加工制造以及售后服务
服务咨询热线
138-3362-5418
霸州市畅行五金制品有限公司
五金制品的设计工艺、加工制造以及售后服务
服务咨询热线
138-3362-5418

联系人:张宠
电 话:138-3362-5418
网 址:www.bzcxwj.com
地 址:霸州市畅行五金制品有限公司
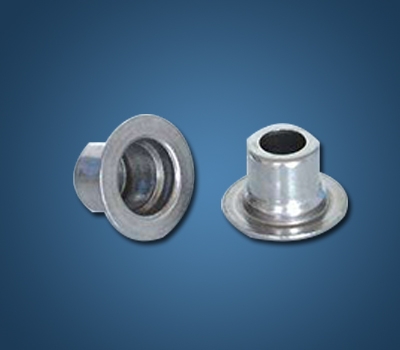
畅行冲压件成形原理:冲压是板、带、管、型材通过压力机和模具施加的外力产生塑性变形或别离,然后取得所需形状和尺度的工件的成形加工办法。
工艺分类:冲压主要按工艺分类,分为别离工艺和成形工艺。
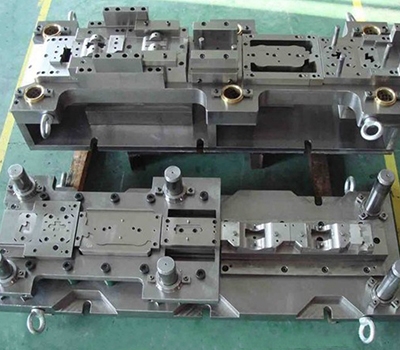
别离工序(落料工序):其意图是将冲压件与钣金沿某一轮廓线别离,同时确保别离截面的质量要求。别离进程:下料(落料、冲孔)、剪切、切开、切边、切开。
板料冲裁进程中的变形进程

当模具间隙正常时,金属资料的冲裁进程可分为三个阶段:
1)弹性变形阶段
金属板会产生弹性压缩、曲折和拉伸。当一种资料遭到外力时,会产生变形或改动尺度,这种可恢复的变形称为弹性变形。
2)塑性变形阶段
当金属板的应力达到屈服极限时,塑性剪切变形开始产生。指由外力产生的,外力消除后无法恢复的资料变形。
3)裂缝别离阶段
形成的裂纹沿*大应变速度方向延伸到资料中,并发展成楔形。
冲裁后,金属板的截面分为四个部分。
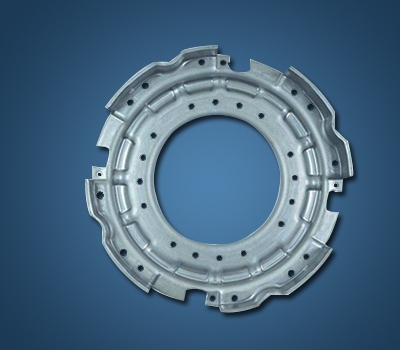
成形工艺:是使板料产生塑性变形而不损伤,使工件具有所需的形状和尺度。
成型工序:曲折、滚压、扭转、拉深、减薄拉深、翻边(孔翻边、外缘翻边)、缩颈、扩口、波浪形、卷边、胀形、旋压、成型、整平、冲压、挤压(正向挤压、反向挤压、复合挤压)。