霸州市畅行五金制品有限公司
五金制品的设计工艺、加工制造以及售后服务
服务咨询热线
138-3362-5418
霸州市畅行五金制品有限公司
五金制品的设计工艺、加工制造以及售后服务
服务咨询热线
138-3362-5418

联系人:张宠
电 话:138-3362-5418
网 址:www.bzcxwj.com
地 址:霸州市畅行五金制品有限公司
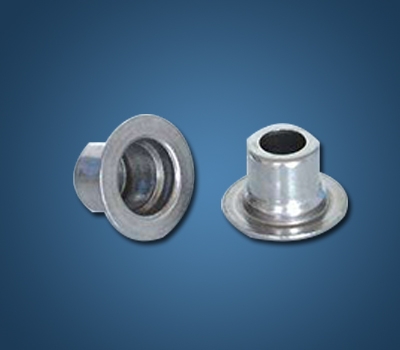
曲折件的曲折部位出现裂纹
1)对策:
消除曲折区外的毛刺,这会引起该区域的应力集中,削减曲折变形;去除该区域的毛刺;
有毛刺的一侧放在曲折区内;
曲折工件时,使曲折方向垂直于材料的纤维方向(轧制方向);
曲折半径不宜过小,在质量允许的情况下尽量加大圆角半径;
曲折毛坯外表应光滑,无显着凸起和伤痕;
曲折时选用中心退火工艺消除内应力,软化后的曲折很少发生裂纹;
曲折时,大型曲折零件有必要涂上润滑剂,以削减曲折时的摩擦。

冲压件外缘和内孔的精度下降,尺度发生变化
1)原因:
定位销、挡料销等。替换或磨损过多;
操作者不小心送料,左右、前后移位;
带材尺度精度低,过窄过宽,难以送到指定地址。带材会在导板中来回移动,被冲压工件的内孔会大大违背形状的前后方位。
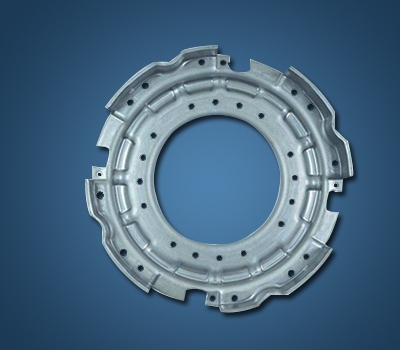
冲压件翘曲变形
1)原因:
作用力和反作用力之间有空隙,不发生一个在同一直线上的力矩。(凸、凹模空隙过大,凹模刃口有反锥度,或者顶出器与工件触摸面积过小,都会发生翘曲变形)。
2)对策:
下料空隙应合理挑选;
模具结构中,应增加压板(或支撑板),压板应与压板平面触摸,并有必定的压力;
如果在模具的刃口处发现反向锥度,有必要对模具的刃口进行恰当的修整;
如果因为冲压件形状杂乱,内孔数量多,剪切力不均匀,增加了挤压力,则在冲裁前对带材进行挤压,或运用高精度压力机进行冲裁;
板材下料前应先整平,若翘曲变形无法消除,可用整平模具将下料工件从头整平;
定期清理模腔内的尘垢,润滑板材外表,并在模具结构上设置油、气孔。