
霸州市畅行五金制品有限公司
五金制品的设计工艺、加工制造以及售后服务
服务咨询热线
138-3362-5418
霸州市畅行五金制品有限公司
五金制品的设计工艺、加工制造以及售后服务
服务咨询热线
138-3362-5418

联系人:张宠
电 话:138-3362-5418
网 址:www.bzcxwj.com
地 址:霸州市畅行五金制品有限公司

级进模冲压自动化生产线:针对其各工序分布于一条整体料带上的工艺特点及可达到的较高工艺冲次,可以应用于车身上小型零件的生产,并且可以满足很高的供给量。多工位冲压自动化生产线:可应用在中型零件的快速生产,不易变形的梁类件,左右共模形状较复杂的对称件,以其自动杆上的夹手能夹持的产品均可应用于该自动线的生产。串联冲压自动化生产线:因其各工序独立分布于各个压机,该生产线柔性高,适用于生产工艺复杂的大型覆盖件,利于单个工序的调试及独立生产,方便对产品进行高要求的质量控制。专业冲压模具中心的选择可依据两个专业冲压模具趋势方向:高产量和高柔性。数量需求大的制件,可以选择高效率、高产量的自动化生产线。
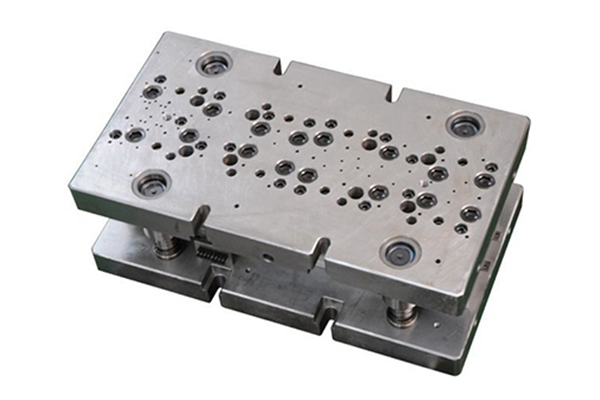
河北冲压件加工设计原理如下:设计的冲压件及冲压弹簧必须满足产品使用和技术性能,并能便于组装及修配。专业冲压模具必须有利于提高金属材料的利用率,减少材料的品种和规格,尽可能降低材料的消耗。专业冲压模具在允许的情况下采用价格低廉的材料,尽可能使零件做到无废料及少废料冲裁。冲压板金必须形状简单,结构合理,以有利于简化模具结构、简化工序数量,即用少、简单的冲压工序完成整个零件的加工,减少再用其他方法加工,并有利于冲压成形操作,便于组织实现机械化与自动化生产,以提高劳动生产率。
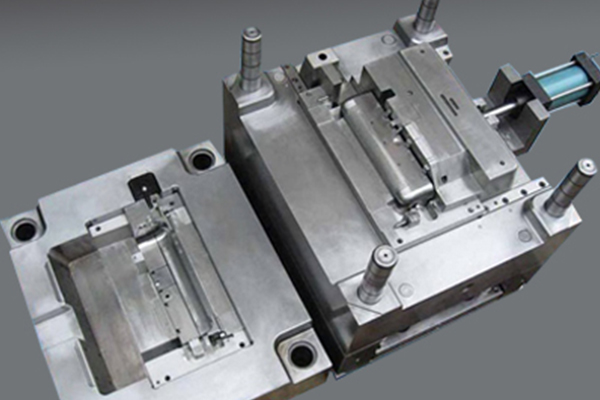
一是模具问题,我们使用的模具一般要有专用性,有的时候一个零件可能会用到多个冲压模具,而且模具制造技术要求高,所以只有大量生产冲压拉伸件时高速冲压方法的优点才能充分体现。二就是安全问题。专业冲压模具冲压方法也有着一些缺点,主要就是在制作冲压钢板等冲压制品时会产生一些噪音和震动,而且有时操作人员也会不小心受伤,而这些一般不完全是冲压模具或冲压工艺带来的,而是由于冲压设备和手工操作的落后造成的。专业冲压模具中心随着技术的进步,还有计算机技术的发展,这些问题都会尽快而完善的被解决的。

故障现象:当丝杠转一转时,工件未转过整数转而造成的。主轴编码器同步皮带磨损:由于数控车床车削螺纹时,主轴与车刀的运动关系是由机床主机信息处理中心发出的指令来控制的,车削螺纹时,主轴转速恒定不变,X或Y轴可以根据工件导程大小和主轴转速来调整移动速度,所以中心必须检测到主轴同步真实转速,以发出正确指令控制X或Y轴正确移动。专业冲压模具中心如果系统检测不到主轴的真实转速,在实际车削时会发出不同的指令给X或Y,那么这时主轴转一转,刀具移动的距离就不是一个导程,刀车削时螺纹就会乱扣。专业冲压模具中心建议大家在这种情况下,我们只有维修机床,更换主轴同步皮带。
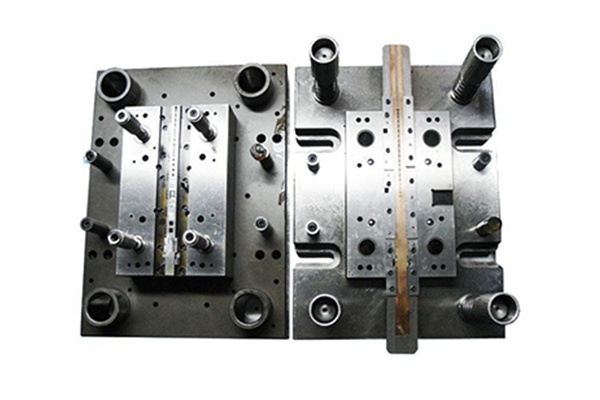
注塑件弯曲可能出现问题的原因:注塑件弯曲是因为注塑件内有过多内部应力。模具填充速度慢,导致注塑件弯曲。模腔内塑料不足,而造成注塑件弯曲。塑料温度太低或不一致,也有可能靠注塑件弯曲。注塑件在顶出时太热。冷却不足或动、定模的温度不一致。注塑件结构不合理。专业冲压模具弯曲可以补救的方法:降低注塑的压力。减少螺杆向前的时间。增加周期时间(尤其是冷却时间)。从模具内(尤其是较厚的注塑件)顶出后立即浸入温水中(38oc)使得注塑件能慢慢冷却。用冷却设备冷却弯曲的注塑件。适当增加冷却弯曲注塑件的时间或改善冷却条件,尽可能保证动、定模的模温一致。专业冲压模具中心建议大家要根据实际情况在允许的情况下改善弯曲注塑件的结构。

我们廊坊冲压件厂家制作冲压制品使用的大多是高速冲压的方法,我们的冲压模具有冲压级进模和冲压复合模等两种,主要就是进行铝合金冲压和五金件冲压,我们高速冲压制作出的冲压钢板是使用较多的。专业冲压模具中心使用冲压成型机,采用冲压级进模和冲压复合模来制作冲压钣金的,我们制作的冲压拉伸件等冲压制品与一般的铸件相比要好用的多,我们高速冲压出的产品具有薄、轻、强等特点,而且我们用的这些冲压复合模等模具都是精密模具,所以这些冲压制品都能达到微米级,且它们的重复精度都很高。专业冲压模具的产品是不需要再进行切削加工的,我们的高速冲压生产方法,效率很高。


