
霸州市畅行五金制品有限公司
五金制品的设计工艺、加工制造以及售后服务
服务咨询热线
138-3362-5418
霸州市畅行五金制品有限公司
五金制品的设计工艺、加工制造以及售后服务
服务咨询热线
138-3362-5418

联系人:张宠
电 话:138-3362-5418
网 址:www.bzcxwj.com
地 址:霸州市畅行五金制品有限公司

塑料在模具内固化或硬化所需要的时间取决于许多因素,如注塑件的外形、壁厚、塑料的类型、模具的冷却流程以及注塑件的质量要求等。在冷却阶段,需要足够的时间退回螺杆(有时叫做螺杆复位或计量时间),以重新在射料缸内填充塑料(将注塑物再次放置于模具内)。否则注塑过程将不能进行。专业不锈钢冲压件加工控制冷却时间的两个主要影响是:被加工的热塑性塑料的固化时间。模具内冷却管道的设计。许多注塑者依赖模具设计者每时定一个特定模具需要的冷却类型和数量,但提意使用的冷却系统根本不够。专业不锈钢冲压件加工需要的冷却能量必须计算出来以获得指定和运作时间。

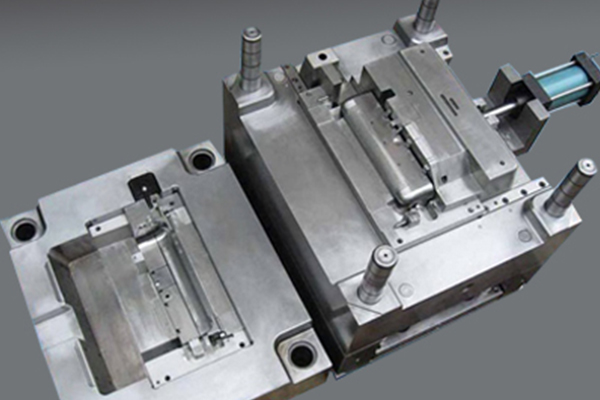
生产加工五金冲压模具首先是开料,需要在模具钢原料上切或是锯下毛坯,之后便是深度加工。刚出来的毛坯,外表、规格尺寸等都非常差,就必须先经过数控磨床进行一遍打磨。专业不锈钢冲压件加工定制商提醒大家这个时候属于初加工,因此规格尺寸标准不高,通常留足50丝左右的公差就可以了。技术准备简洁详细,加工内容尽可能用数字表示。专业不锈钢冲压件加工定制商应特别强调加工的重点和难点。需要组合加工,工艺表达清晰;插入需要单独加工时,注意加工精度的工艺要求注明;对于组合加工后需要单独加工的嵌件,组合加工时应满足工艺安装和单独加工的基本要求。弹簧是模具加工中容易损坏的,因此应选用疲劳寿命较长的模具弹簧。
河北冲压件加工设计原理如下:设计的冲压件及冲压弹簧必须满足产品使用和技术性能,并能便于组装及修配。专业不锈钢冲压件加工必须有利于提高金属材料的利用率,减少材料的品种和规格,尽可能降低材料的消耗。专业不锈钢冲压件加工在允许的情况下采用价格低廉的材料,尽可能使零件做到无废料及少废料冲裁。冲压板金必须形状简单,结构合理,以有利于简化模具结构、简化工序数量,即用少、简单的冲压工序完成整个零件的加工,减少再用其他方法加工,并有利于冲压成形操作,便于组织实现机械化与自动化生产,以提高劳动生产率。
在求解公式时,一般作以下假设:①塑料注射在注塑模具内,并把热量传递给注塑模具而被冷却;②成型腔内的塑料与模腔紧密接触,不因冷却收缩而分离,熔体与模壁间的热传递和流动无任何阻力,熔料与模壁接触的瞬间其温度已变得相同。即当塑料充入模腔后,制件表面温度即等于模壁温度;③塑料注塑加工件冷却过程中。专业不锈钢冲压件加工型腔表面的温度始终保持均一;④注塑模具表面的热传导程度一定(熔料充模过程视为等温过程,且料温均一);⑤塑料的取向和热应力对制件变形的影响可以忽略。专业不锈钢冲压件加工制件尺寸对凝固温度不发生影响。

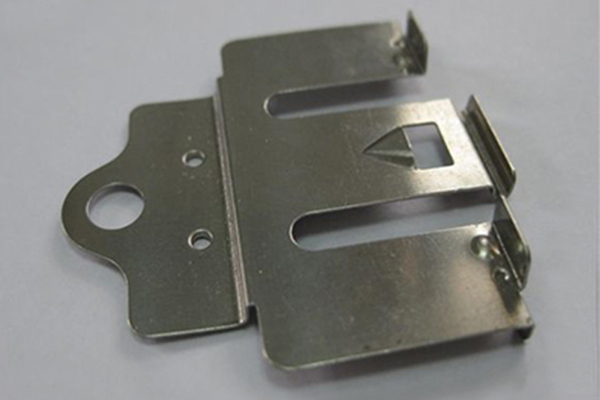
冲压件成形原理:冲压是靠压力机和模具对板材、带材、管材和型材等,施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。工艺分类:冲压主要是按工艺分类,可分为分离工序和成形工序两大类。专业不锈钢冲压件加工分离工序(冲裁工序):其目的是使冲压件沿一定轮廓线从板料上分离,同时保证分离断面的质量要求。专业不锈钢冲压件加工分离工序:冲裁(落料、冲孔)、剪切、切口、切边、剖切。冲裁件的形状和角度:冲裁件的形状设计应尽可能简单、对称,使排样时废料少。冲裁件拐角应避免锐角,宜有适当的圆角。冲裁件的孔与孔之间、孔与边缘之间的距离不应过小。凸出悬臂和凹槽的小宽度。

在弯管加工模具设计中,其中的重要步骤就是针对于轮模的设计。通常也是从这一部位开始进行设计。专业不锈钢冲压件加工定制商当产品管材外径D,壁厚δ,弯曲半径R(设计三要素)确定后,在设计轮模弯曲半径时要考虑管材的反弹,从而确定模具的弯曲半径R'。专业不锈钢冲压件加工在通常情况下,弯管加工模具设计时,轮模型腔直径根据管材外径来设计,管材壁厚、外径决定了管材的强度,直接影响夹模的夹持长度,轮模夹持长度与夹模配合。轮模由于频繁受夹模的夹紧冲击及管材的弯曲力,因此要求整体韧性好,有良好的抗冲击能力,且型腔表面耐磨,目前一般采用调质+氮化的热处理工艺,型腔表面硬度可达HRC55~HRC60。


