
霸州市畅行五金制品有限公司
五金制品的设计工艺、加工制造以及售后服务
服务咨询热线
138-3362-5418
霸州市畅行五金制品有限公司
五金制品的设计工艺、加工制造以及售后服务
服务咨询热线
138-3362-5418

联系人:张宠
电 话:138-3362-5418
网 址:www.bzcxwj.com
地 址:霸州市畅行五金制品有限公司

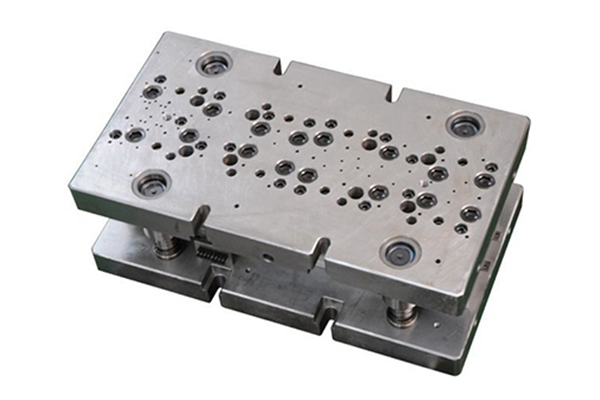
精准定位零部件:是确保坯件安裝位置的零部件,有挡料销(板)、定位销(板)、导料板、导正销、侧压器锁摸侧刀等。布置精准定位零部件的情况下时必须考虑到实际操作的便捷,不应该有过定位,位置要便捷于查看。沧州市专业冲压模具厂家建议是选择外部轮廓精准定位、导正销精准定位、前推精准定位等。专业冲压模具运行零部件:凹凸模是可以直接使坯料成型的运行零部件,因而它是模具上核心、重要的零部件。凹凸模不仅高精密并且还错综复杂,它应该符合以下的标准:对其原材料及热处理工艺需有合理的标准,防止抗压强度太高而脆裂;要有充足的抗压强度,不可以在冲压加工环节中开裂或是毁坏。
在注射生产中,塑料注塑加工件冷却时间约占整个注射生产周期的80%。冷却不良常常导致制品翘曲变形或产生表面缺陷,影响制品的尺寸稳定性。专业冲压模具合理地安排注射、保压和冷却时间,可提高产品质量和生产率。专业冲压模具制件冷却时间,通常是指塑料熔体从充满注塑模具型腔起到可以开模取出制件时止的这一段时间。可以开模取出制件的时间标准,常以制件已充分固化,具有一定强度和刚性为准,在开模顶出时不致变形开裂。即使是使用同一种塑料成型,它的冷却时间也随壁厚、熔融塑料的温度、成型件的脱模温度及注塑模具温度而异。
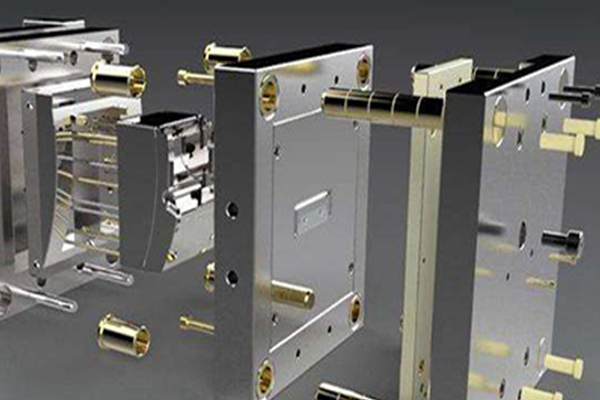
将模具改成多点式入水(通常都是三板模),24安机以上的大平面注塑件达到4点以上。这样可以减轻分子定向排列的程度,减小各向收缩不一致的差距。专业冲压模具厂家建议大家适当提高模具温度,ABS料通常保持在60℃以上,以降低注塑件的冷却速度,减小因激冷过渡造成的温差变形,同时可降低分子定向排列的程度。专业冲压模具重要的一项是,增大射胶或保压压力,并大大地延长射胶或保压的时间,使注塑件的尺寸增大,减小它的收缩量,变形的程度因此会得到明显的改善。因此,延长射胶或保压的时间(如延长10至15秒),已成为我们解决变形问题常用的重要手段。若以上三项措施都未能达到理想的效果,只有采取出模定型的办法了。因为一般人都运用得不是很好,所以需要一点技巧。
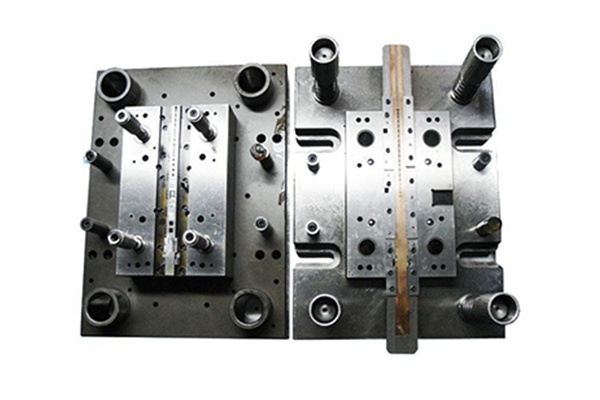
五金冲压件是我们经常使用的产品。专业冲压模具它是通过模具和冲床的压力,在模腔内对金属材料进行切割、弯曲、冲压、定型等加工而成。板材、模具和设备均为冲压工艺的三个元素。只需要少量的切割处理。热冲压件的精度和表面状态低于冷冲压件。专业冲压模具厂家的生产批次将难以开展;没有先进的模具,就无法实现先进的冲压工艺。冲压和冲孔装置构成冲压加工的材料三个元件,是为了仅获得冲压件相互结合。为了保证拉伸和压缩零件的使用寿命,模具的弹簧也应定期更换,以防止弹簧的疲劳损坏影响拉伸冲压件的使用。冲压零件的凸凹模刃口磨损应及时停止使用,及时打磨,否则会迅速扩大模刃口的磨损程度,加速模具的磨损,降低冲压质量和模具寿命。

冲压件成形原理:冲压是靠压力机和模具对板材、带材、管材和型材等,施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。工艺分类:冲压主要是按工艺分类,可分为分离工序和成形工序两大类。专业冲压模具分离工序(冲裁工序):其目的是使冲压件沿一定轮廓线从板料上分离,同时保证分离断面的质量要求。专业冲压模具分离工序:冲裁(落料、冲孔)、剪切、切口、切边、剖切。冲裁件的形状和角度:冲裁件的形状设计应尽可能简单、对称,使排样时废料少。冲裁件拐角应避免锐角,宜有适当的圆角。冲裁件的孔与孔之间、孔与边缘之间的距离不应过小。凸出悬臂和凹槽的小宽度。


