
霸州市畅行五金制品有限公司
五金制品的设计工艺、加工制造以及售后服务
服务咨询热线
138-3362-5418
霸州市畅行五金制品有限公司
五金制品的设计工艺、加工制造以及售后服务
服务咨询热线
138-3362-5418

联系人:张宠
电 话:138-3362-5418
网 址:www.bzcxwj.com
地 址:霸州市畅行五金制品有限公司
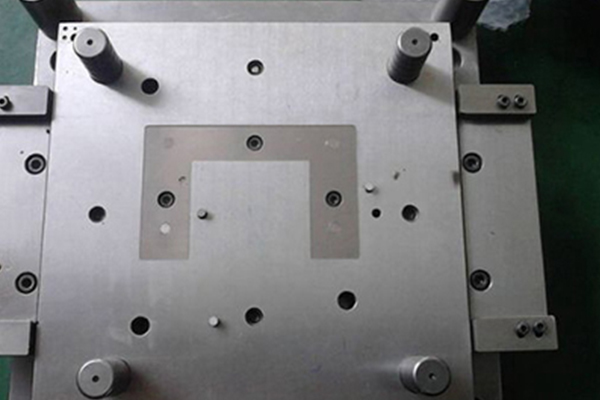
注射成型是一个循环的过程,每一周期主要包括。定量加料—熔融塑化—施压注射—充模冷却—启模取件。取出塑件后又再闭模,进行下一个循环。专业机加工操作项目包括控制键盘操作、电器控制系统操作和液压系统操作三个方面。专业机加工中心为您介绍分别进行注射过程动作、加料动作、注射压力、注射速度、顶出型式的选择,料筒各段温度的监控,注射压力和背压压力的调节等。注塑模具表面的热传导程度一定(熔料充模过程视为等温过程,且料温均一)。塑料注塑加工件冷却过程中,注塑模具型腔表面的温度始终保持均一。
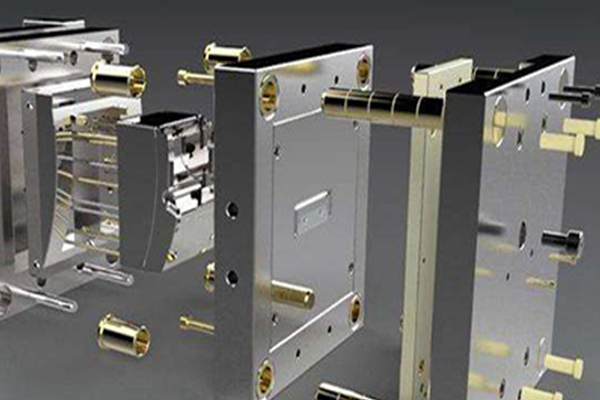
河北冲压件加工设计原理如下:设计的冲压件及冲压弹簧必须满足产品使用和技术性能,并能便于组装及修配。专业机加工必须有利于提高金属材料的利用率,减少材料的品种和规格,尽可能降低材料的消耗。专业机加工在允许的情况下采用价格低廉的材料,尽可能使零件做到无废料及少废料冲裁。冲压板金必须形状简单,结构合理,以有利于简化模具结构、简化工序数量,即用少、简单的冲压工序完成整个零件的加工,减少再用其他方法加工,并有利于冲压成形操作,便于组织实现机械化与自动化生产,以提高劳动生产率。

在注射生产中,塑料注塑加工件冷却时间约占整个注射生产周期的80%。冷却不良常常导致制品翘曲变形或产生表面缺陷,影响制品的尺寸稳定性。专业机加工合理地安排注射、保压和冷却时间,可提高产品质量和生产率。专业机加工制件冷却时间,通常是指塑料熔体从充满注塑模具型腔起到可以开模取出制件时止的这一段时间。可以开模取出制件的时间标准,常以制件已充分固化,具有一定强度和刚性为准,在开模顶出时不致变形开裂。即使是使用同一种塑料成型,它的冷却时间也随壁厚、熔融塑料的温度、成型件的脱模温度及注塑模具温度而异。

我们廊坊冲压件厂家制作冲压制品使用的大多是高速冲压的方法,我们的冲压模具有冲压级进模和冲压复合模等两种,主要就是进行铝合金冲压和五金件冲压,我们高速冲压制作出的冲压钢板是使用较多的。专业机加工中心使用冲压成型机,采用冲压级进模和冲压复合模来制作冲压钣金的,我们制作的冲压拉伸件等冲压制品与一般的铸件相比要好用的多,我们高速冲压出的产品具有薄、轻、强等特点,而且我们用的这些冲压复合模等模具都是精密模具,所以这些冲压制品都能达到微米级,且它们的重复精度都很高。专业机加工的产品是不需要再进行切削加工的,我们的高速冲压生产方法,效率很高。
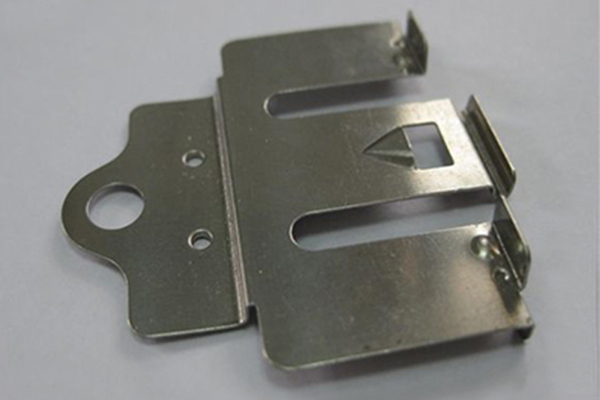
五金冲压件常见的撕裂、歪斜形式中间护面支架冲压工艺流程为:落料冲孔--冲孔切口--翻边成形--切口--翻边。专业机加工起先是将金属或非金属板料,五金冲压,借助压力机的压力,经由过程冲压模具冲压加工成形的,五金冲压件是正在质料耗损的前提下,五金冲压生产流程,经冲制出来的。专业机加工问题,其零件重量沉、刚度好,而且板料颠末塑性变形后,金属内部的组织构造获得改擅,使五金冲压件强度有所前进。它具有较高的尺寸精度,同模件尺寸平均分歧,有较好的交换性。不需供进一步机器装备加工即可满足普通的拆配和利用要供。


