
霸州市畅行五金制品有限公司
五金制品的设计工艺、加工制造以及售后服务
服务咨询热线
138-3362-5418
霸州市畅行五金制品有限公司
五金制品的设计工艺、加工制造以及售后服务
服务咨询热线
138-3362-5418

联系人:张宠
电 话:138-3362-5418
网 址:www.bzcxwj.com
地 址:霸州市畅行五金制品有限公司

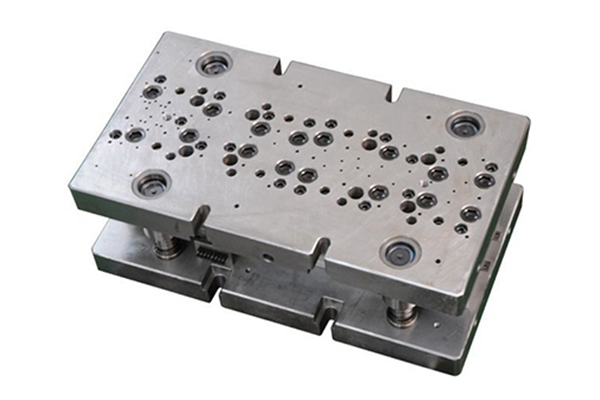
生产加工五金冲压模具首先是开料,需要在模具钢原料上切或是锯下毛坯,之后便是深度加工。刚出来的毛坯,外表、规格尺寸等都非常差,就必须先经过数控磨床进行一遍打磨。专业机加工定制商提醒大家这个时候属于初加工,因此规格尺寸标准不高,通常留足50丝左右的公差就可以了。技术准备简洁详细,加工内容尽可能用数字表示。专业机加工定制商应特别强调加工的重点和难点。需要组合加工,工艺表达清晰;插入需要单独加工时,注意加工精度的工艺要求注明;对于组合加工后需要单独加工的嵌件,组合加工时应满足工艺安装和单独加工的基本要求。弹簧是模具加工中容易损坏的,因此应选用疲劳寿命较长的模具弹簧。

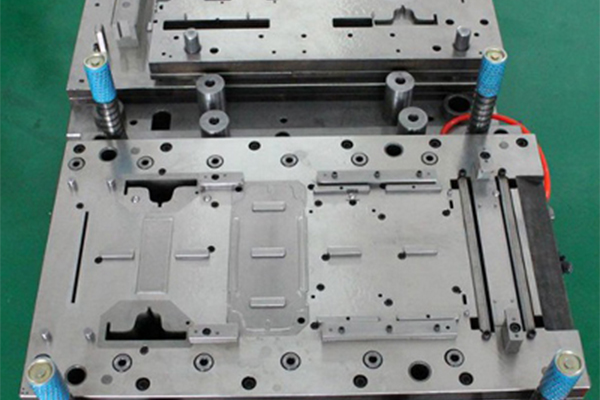
冲压件加工具有多方面的特点,即更为薄,重量更轻,而且强度也比较大,冲压件主要是用来制造强度比较大,难度比较大的那种工件,能使产品的刚性不断加强。对于精密模具来说,特别是精准度比较高的产品,是可以采用冲压方式的。专业机加工不仅有冷冲压,还有热冲压,所生产出来的冲压件产品也是不一样的。专业机加工定制商从工业分类来看,也有不容的工序,即分离工序和成型工序。现在个根据客户需求的不同,对冲压件加工产品的形状和尺寸等都有个性化的需求,在实际进行冲压件加工的时候,还可以满足客户个性化的需求,还能生产出更多要求更高的产品。
在注射生产中,塑料注塑加工件冷却时间约占整个注射生产周期的80%。冷却不良常常导致制品翘曲变形或产生表面缺陷,影响制品的尺寸稳定性。专业机加工合理地安排注射、保压和冷却时间,可提高产品质量和生产率。专业机加工制件冷却时间,通常是指塑料熔体从充满注塑模具型腔起到可以开模取出制件时止的这一段时间。可以开模取出制件的时间标准,常以制件已充分固化,具有一定强度和刚性为准,在开模顶出时不致变形开裂。即使是使用同一种塑料成型,它的冷却时间也随壁厚、熔融塑料的温度、成型件的脱模温度及注塑模具温度而异。
注塑件弯曲可能出现问题的原因:注塑件弯曲是因为注塑件内有过多内部应力。模具填充速度慢,导致注塑件弯曲。模腔内塑料不足,而造成注塑件弯曲。塑料温度太低或不一致,也有可能靠注塑件弯曲。注塑件在顶出时太热。冷却不足或动、定模的温度不一致。注塑件结构不合理。专业机加工弯曲可以补救的方法:降低注塑的压力。减少螺杆向前的时间。增加周期时间(尤其是冷却时间)。从模具内(尤其是较厚的注塑件)顶出后立即浸入温水中(38oc)使得注塑件能慢慢冷却。用冷却设备冷却弯曲的注塑件。适当增加冷却弯曲注塑件的时间或改善冷却条件,尽可能保证动、定模的模温一致。专业机加工定制商建议大家要根据实际情况在允许的情况下改善弯曲注塑件的结构。

零件表面在加工时留下的发痕、磨痕是应力集中的地方,是裂纹扩展的源头,因此在加工结束后,需要对零件进行表面强化,通工钳工打磨,处理掉加工隐患。对工件的一些棱边、锐角、孔口进行倒钝,R化。专业机加工表面抛光,打磨去掉硬化层。在磨削加工、电加工过程中,工件会有一定磁化,具有微弱磁力。十分容易吸着一些小东西,因此在组装之前,要对工件作退磁处理,并用乙酸乙脂清洗表面。专业机加工组装过程中,先参看装配图,找齐各零件,然后列出各零件相互之间的装备顺序,列出各项应注意事项,然后着手装配模具。


